



Vakuum-Wärmebehandlungen
Mit unserer modernen ALD-Hochtemperatur-Vakuumanlage mit den Chargenabmessungen 600 x 600 x 900 mm3, können Werkzeugstähle, Schnellarbeitsstähle, Warm- und Kaltarbeitsstähle, sowie einzelne ölhärtende Stähle, wirtschaftlich und funktionsoptimal wärmebehandelt werden.
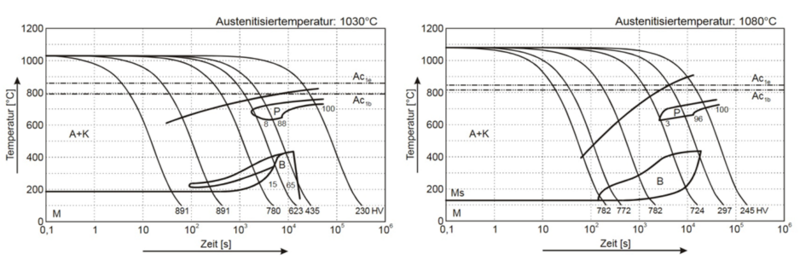
Vakuumhärten
Für das Härten im Hochvakuum sind besonders gut hochlegierte Stähle geeignet, aber genauso Schnellarbeitsstähle aller Sorten.
Ein besonderer Vorteil des Verfahrens liegt in der gleichmäßig gestuften Erwärmung, Durchwärmung und Abschreckung, was gegenüber anderen Verfahren zu einem geringeren Verzug führt. Zum Beispiel führt das Verfahren beim Salzbadhärten zu einem hohen Temperaturgefälle zwischen Kern und Rand, weshalb der Verzug erheblich höher ist.
Untersuchungen an vakuumgehärteten Werkstücken zeigen auch, dass gleiche oder bessere Härtewerte gegenüber Salzbadhärtungen erreicht werden können.
Durch das im Erwärmungsprozess unter Vakuumbedingungen verwendete Medium Stickstoff können Werkstücke nach dem Anlassen metallisch blank entnommen werden.
Alle Prozessschritte der Wärmebehandlung werden elektronisch archiviert und sind somit gut reproduzierbar.
Auswahl härtbarer Stahlsorten
- 1.2379
- 1.2767
- 1.2343
- 1.2344
- 1.2363
- 1.3343
- 1.2080
- 1.2083
- 1.4236
- 1.2510
- 1.2842
- 1.2601
- 1.2631
- 1.2731
- 1.4112
- 1.4122
- 1.2369
- 1.3206
- 1.3343
Vakuum-Löten
Die Teilefügung durch moderne Löttechniken gewinnt immer mehr an Bedeutung in vielen Industriezweigen.
Wir verfügen über eine jahrelange Erfahrung in der Vakuum-Lötung von komplexen Geometrien bei hohen Temperaturen für elektronische Bauteile und insbesondere für Teile der Hydraulik- und Pneumatikindustrie.
Tausende von Strom-, Stromregel-, Druck-, Druckregelventilen werden mit großem Erfolg nach unserer Vakuumtechnik bei Temperaturen von etwa 1100°C gelötet.
Die Montage der Fügeteile kann zuvor auf pneumatischen und / oder hydraulischen Pressen durchgeführt werden.
Vakuumglühen
Durch Zerspanung, Umformung und Gießen hergestellte Werkstücke/Halbzeuge müssen häufig geglüht werden, um definierte mechanische Eigenschaften zu erhalten.
Beim Glühen im Hochvakuum werden, mehr als unter Schutzgas, schädliche Reaktionen mit Gasen aus der Atmosphäre unterbunden; Zunderschichten können nicht entstehen.
Die häufigsten Verfahren sind:
- Weichglühen bei ca. 680-780 °C
Ziel: Verminderung von ausgeschiedenem Zementit oder Perlit zur Herabsetzung von Härte und Festigkeit & Erhöhung der Verformungsfähigkeit.
- Spannungsarmglühen bei ca. 480-680 °C
Ziel: Durch Bearbeitung (Drehen, Fräsen, Bohren, Umformen) entstandene Eigenspannungen sollen reduziert / eliminiert werden ohne die mechanischen Eigenschaften zu verändern.
- Normalglühen (Normalisieren)
Hochgekohlte Stähle unter 800 °C, niedriggekohlte Stähle bis 950 °C
Ziel: Bildung eines gleichmäßig verteilten, feinkörnigen Gefüges.
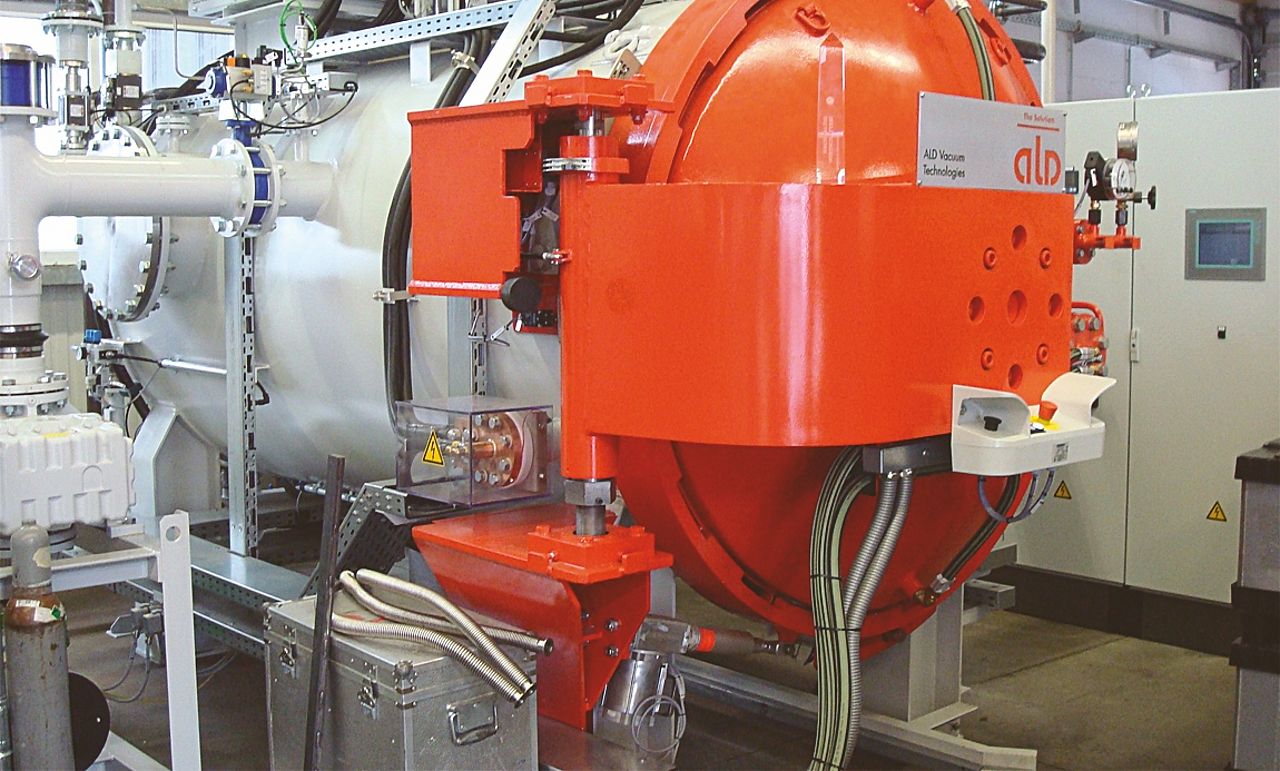 ALD-Hochtemperatur-Vakuumanlage
ALD-Hochtemperatur-Vakuumanlage 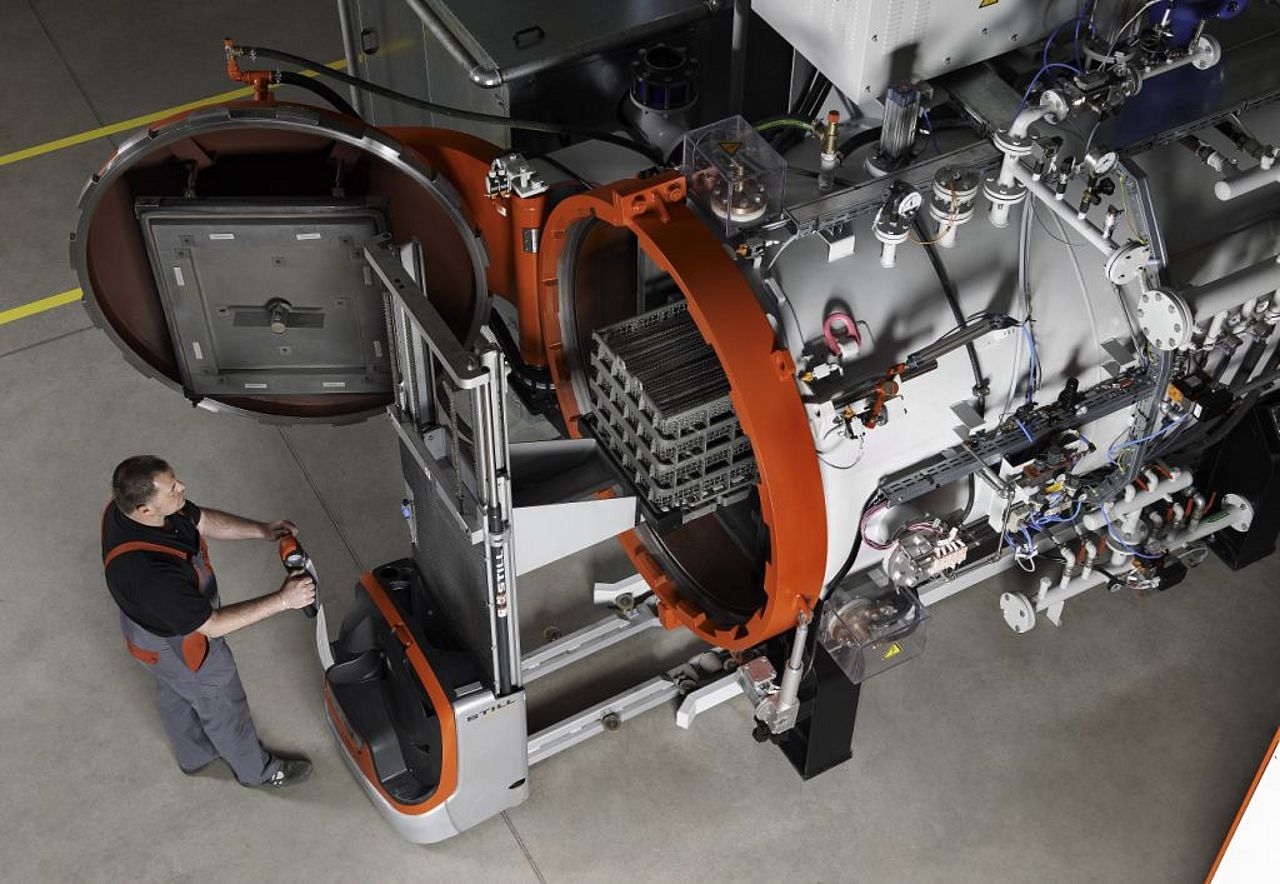 Vakuumglühen
Vakuumglühen Vakuum-Löten
Vakuum-Löten



Dr.-Ing. Folz Gleitlagertechnik GmbH
Matthias Nickels Str. 14-16
66346 Püttlingen / Saar
Telefon: 0 68 06 / 95 39 3 - 0
Telefax: 0 68 06 / 95 39 3 - 14
