



Traitements thermiques sous vide
Dans nos installations ALD modernes de traitement sous vide à haute température avec des tailles de charges de 600 x 600 x 900 mm3, nous pouvons traiter thermiquement, de façon économique et optimale pour le fonctionnement, des aciers à outils, des aciers rapides, aciers pour travail à chaud et à froid, ainsi que des aciers trempés à l’huile.
Trempe sous vide
Pour la trempe à vide poussé, les aciers alliés sont particulièrement adaptés, tout comme également les aciers rapides de toutes nuances.
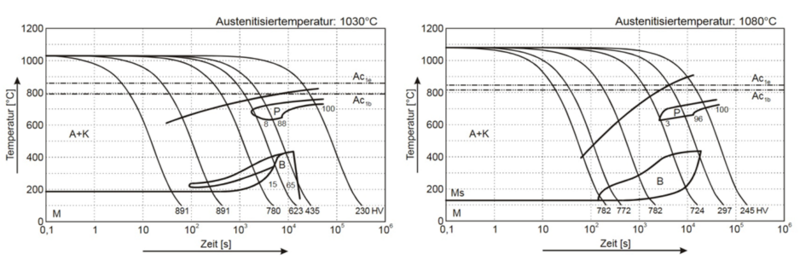
Un avantage particulier du processus réside dans le réchauffement, un réchauffement à cœur et une trempe progressifs homogènes, ce qui, par rapport aux autres méthodes, conduit à une distorsion moindre. Par exemple, le procédé de trempe en bain de sel entraîne un différentiel de température supérieur entre le cœur et la surface, c’est pourquoi la distorsion est significativement plus élevée.
Les recherche sur les pièces trempées sous vide montrent également que des valeurs de dureté similaires, voire supérieures peuvent être obtenues par rapport à la trempe en bain de sel.
Grâce à l’azote utilisé dans le processus de réchauffement sous conditions de vide, les pièces peuvent, après le revenu, être prélevées en métal brillant.
Toutes les étapes du processus de traitement thermique sont archivées électroniquement et sont donc convenablement reproductibles.
Sélection de nuances d’aciers aptes à la trempe
- 1.2379
- 1.2767
- 1.2343
- 1.2344
- 1.2363
- 1.3343
- 1.2080
- 1.2083
- 1.4236
- 1.2510
- 1.2842
- 1.2601
- 1.2631
- 1.2731
- 1.4112
- 1.4122
- 1.2369
- 1.3206
- 1.3343
Brasage sous vide
Le dressage de pièces par des techniques modernes de brasage prend de plus en plus de place dans de nombreuses branches de l’industrie.
Nous avons des années d’expérience dans le brasage sous vide de géométries complexes à haute température pour des composants électroniques et en particulier pour des pièces de l’industrie hydraulique et pneumatique.
Des milliers de vannes de régulation de courant, de régulateurs de débit de courant, de vannes de pression, de vannes de régulation de pression sont brasés avec un grand succès selon notre technologie de vide à une température d’environ 1100°C.
L’assemblage des pièces peut être effectué au préalable sur presses pneumatiques et / ou hydrauliques.
Recuit sous vide
Les pièces/produits semi-finis fabriqués par enlèvement de matière, formage et reprise doivent souvent être recuits pour obtenir des propriétés mécaniques définies.
Par un recuit sous vide poussé, les réactions indésirables, comme sous gaz de protection, sont éliminées avec les gaz de l’atmosphère ; des couches de calamine ne peuvent pas apparaître.
Parmi les principaux procédés :
- recuit doux à environ 680-780° C
Objectif : réduire la cémentite ou la perlite précipitée pour diminuer la dureté et la ténacité et augmenter la capacité de déformation.
- Recuit de détente à environ 480-680 °C
Objectif : Les contraintes propres, engendrées par l’usinage (tournage, fraisage, perçage, déformation, …), sont réduites/éliminées sans modifier les propriétés mécaniques
- Recuit de normalisation (normalisation)
aciers à forte teneur en carbone, inférieur à 800 °C ; aciers à faible teneur en carbone, jusqu’à 950 °C
Objectif : Formation d'une texture à répartition uniforme, d’une texture à grain fin





Dr.-Ing. Folz Gleitlagertechnik GmbH
Matthias Nickels Str. 14-16
66346 Püttlingen / Saar
Téléphone : +49 (0) 68 06 / 95 39 3-0
Télécopieur : +49 (0) 68 06 / 95 39 3-14
